






影響Q345B方矩管高頻焊接品質的要素許多 ,今日大家就先為大伙兒介紹一下怎樣管控高頻率電磁感應線圈的部位,它關鍵受下列要素影響:
(一)高頻率電磁感應線圈應盡可能貼近擠壓成型輥部位。若電磁感應線圈距擠壓成型輥較遠時,合理加溫時間較長,熱影響區較寬,Q345B方矩管,焊接抗壓強度降低;相反,焊接邊沿加溫不夠,鍍鋅管,擠壓成型后使Q345B方矩管成形欠佳;
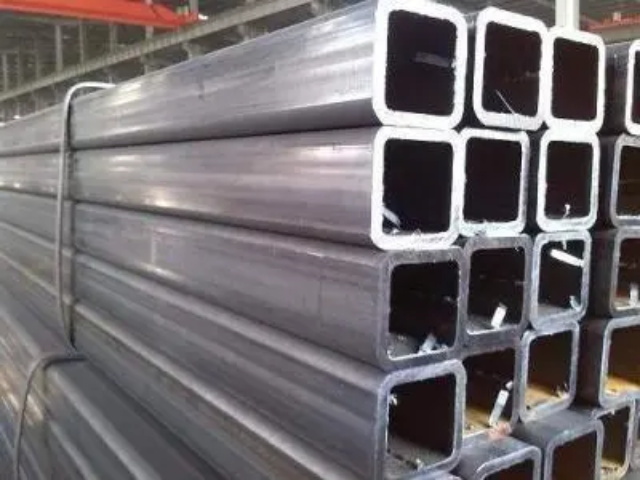
(二)Q345B方矩管坯的2個邊沿在高頻率電磁感應線圈加溫到電焊焊接溫度后,由擠壓成型輥擠壓成型產生相互的金屬材料晶體相互之間滲入、結晶體,最后產生堅固的焊接。若擠工作壓力過小,產生相互結晶的總數就小,焊接金屬材料抗壓強度降低,承受力后會造成裂開。若擠工作壓力過大,可能使熔融狀態的金屬材料被擠壓焊接,不僅減少了焊接抗壓強度,并且會造成很多的內外毛邊,乃至導致電焊焊接搭縫等缺點;
(三)鼓勵頻率與鼓勵控制回路中的電容器、電感器平方根反比、或是與工作電壓、電流量的平方根正相關,方鋼管,要是更改控制回路中的電容器、電感器或工作電壓、電流量就可以更改鼓勵頻率的尺寸,進而做到操縱高頻率電磁感應線圈電焊焊接溫度的目地。針對高碳鋼Q345B方矩管,電焊焊接溫控在1250-1460℃,矩形管,可考慮壁厚厚3-5毫米熔透規定。
