



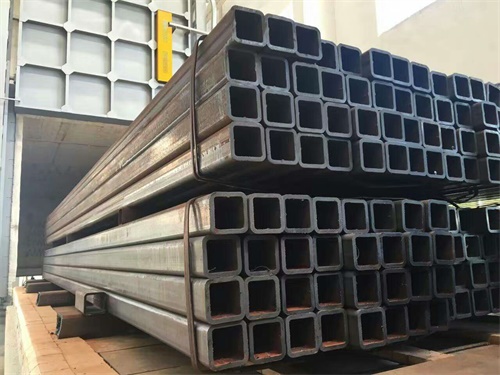


q345c方矩管的焊接加工工藝,在q345c方矩管的加工過程中具有主要部位。下邊咱們就來介紹一下q345c方矩管焊接必須特別注意的七點事宜:
(一)分層次按段跳焊時,每一層橫截面都不大,所需發熱量就小,且每一層又分若干段開展跳焊,每焊一段大部分全是在冷厚鋼板上再次創建一次溫度梯度,每一次都發生一個窄小的脆性斷裂區,因此塑性形變區的均值總寬要比相對應分層次直達焊小,豎向收攏也小,相比直達持續一次鋪滿的晃動焊接形變就更小;
(二)焊接次序為降低形變,q345c方矩管對焊的焊接次序應按下列標準:采用由正中間向兩側分層次按段對稱性跳焊,造成的焊接形變比直達焊小,有益于地應力的分散化和釋放出來,防止在焊接件中造成繁雜的地應力;
(三)焊接規格越大,熔敷金屬材料越多,形變越大;焊接規格相同時,焊接熱鍵入越大,導致的形變也越大;焊接大長焊接時,按段比直達焊形變要小;
(四)按標準根據技術檢驗和技術剖析,明確q345c方矩管焊縫是不是選用兩層CO2氣體保護焊;
(五)焊接布局不一樣或雖布局對稱性但不一樣焊接,焊接位置偏移越比較嚴重,形變越大;預制構件剛度越小,形變越大;
(六)直達晃動焊時,焊接逐漸所建立的窄小的脆性斷裂區只發生一次,并且因為持續晃動焊接,熱輸出量大,遇熱范圍大,被縮小引起的塑性形變地區大,因此焊后回縮形變非常大;
(七)q345c方矩管層焊接的焊接電流量為200~250A,第二層為240~320A;電孤工作電壓為24~26V。加工工藝標準是層焊接務必熔透,確保反面成型優良;焊接電流量、電孤工作電壓、送絲速率和焊接速率等可依據機器設備型號規格調整。
